I processi di Lean Transformation offrono la possibilità al cliente finale di recuperare spazio all’interno del proprio reparto e di raggiungere un miglioramento dell’efficienza di produzione.
Secondo questa logica – mediante la sinergia di processi, strategie e operazioni derivanti dai principi Lean – l’azienda può avviare un percorso di trasformazione volto all’eliminazione di tutto ciò che viene ritenuto superfluo e privo di valore per il cliente finale.
In questo caso studio analizzeremo insieme il cammino cominciato da Sampierana S.p.A. con l’affiancamento dei consulenti BPR Group.
Il contesto aziendale del cliente
Sampierana S.p.A. è un’azienda metalmeccanica nata nei primi anni Cinquanta, con sede principale a San Piero in Bagno (FC), operante nel settore delle macchine movimento terra. Attualmente il gruppo è composto da tre diverse linee di business: progettazione e produzione di sottocarri cingolati, produzione di escavatori 1-10 ton, pale compatte gommate e cingolate (marchio Eurocomach) e commercializzazione di ricambi parti carro.
A partire dagli ultimi mesi del 2020 è iniziata una collaborazione tra BPR Group e Sampierana al fine di intraprendere un progetto consulenziale con l’obiettivo di ottimizzare i flussi logistico-produttivi dell’azienda in una prospettiva di Lean Trasformation.

La strategia di intervento
L’iniziale mappatura del flusso del valore (VSM) del prodotto maggiormente rappresentativo nella divisione dei miniescavatori ha fornito una rappresentazione della situazione attuale (AS IS). A seguire, sono state elaborate una serie di iniziative di ottimizzazione dei flussi (TO BE), allo scopo di ridurre il Lead Time di produzione e l’impatto delle attività a non valore aggiunto. Una volta svolta questa fase pilota, il processo è stato esteso a tutte le famiglie di prodotto e linee di produzione.
I consulenti di BPR Group Nicola Panzani ed Edoardo Maestri, in collaborazione con Federico Para e gli altri componenti dell’area Tempi&Metodi di Sampierana, hanno creato tre diversi team di lavoro: Produzione, Logistica e Magazzino, Pianificazione e Flussi Informativi. Tali gruppi sono stati definiti con l’intento di svolgere e supervisionare le attività necessarie per attuare il progetto e raggiungere gli obiettivi prefissati.
La scelta strategica, concordata con i team, è stata quella di dare avvio al progetto partendo dalla produzione, cuore pulsante della fabbrica, in grado di dettare regole e attività degli altri enti a suo supporto. Questo “modus operandi” ha reso possibile impostare le logiche di magazzino e le modalità di asservimento dei materiali in un momento successivo rispetto al consolidamento delle nuove modalità produttive.
I consulenti BPR Group hanno scelto di focalizzarsi inizialmente sull’industrializzazione delle linee di assemblaggio, con l’intento di garantire il raggiungimento della capacità produttiva richiesta dall’azienda in tempi ragionevoli. La decisione è stata quella di concentrarsi, in particolare, sulla linea di assemblaggio dedicata agli escavatori di taglia più piccola (fino a 2 ton). Questi ultimi, avendo minor impatto in termini di ingombro, hanno dato la possibilità di sperimentare facilmente nuove logiche di produzione, da replicare successivamente anche sui modelli di taglia maggiore.

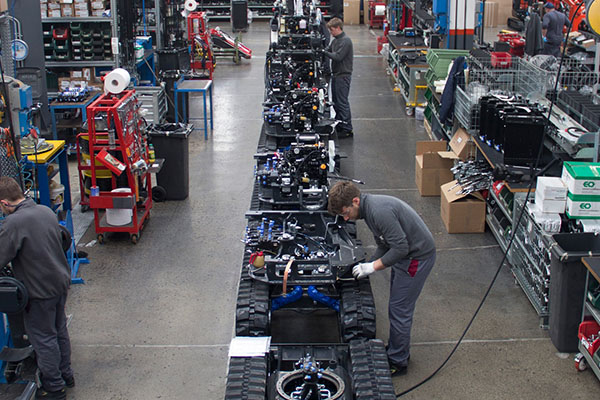
Il contesto iniziale della linea
La linea di assemblaggio presa in considerazione in un primo momento era costituita da 12 postazioni di assemblaggio manuale, suddivise in attività di premontaggio, montaggio, collaudo e finitura. Tali postazioni garantivano una produttività media di 5 escavatori al giorno.
La prima attività svolta dal team di lavoro ha previsto lo svolgimento di un’analisi Tempi&Metodi, utile a definire il tempo standard di produzione dei prodotti processati dalla linea. A partire dall’analisi, il gruppo ha potuto progettare le postazioni di linea adeguate, nel rispetto del takt time, e definire opportunità di miglioramento, sulla base di alcune problematiche riscontrate, tra cui:
- Carico di lavoro non bilanciato tra le diverse postazioni, con conseguenti WIP, attese e produttività variabile;
- Postazioni di premontaggio non gestite con logica PULL dalla linea, che occupano ampie aree di spazio per lo stoccaggio di semilavorati e che comportano maggiori movimentazioni di materiale a carico degli operatori di linea;
- Asservimento dei materiali organizzati su carrelli suddivisi per postazione e con materiale per la produzione di 4/5 macchine, con conseguente necessità di lavorare per lotti e riduzione della flessibilità di produzione tra diversi modelli;
- Attività a Non Valore Aggiunto superiori al 40% del tempo ciclo a causa delle numerose movimentazioni di materiale necessarie tra le diverse postazioni;
- Layout di linea non ottimizzato a causa della lontananza di materiali e attrezzature dalle postazioni di montaggio, con elevate movimentazioni (Attività NVA)
L’ applicazione del principio del “One Piece Flow” nella progettazione delle nuove postazioni di linea
Il principio che ha guidato il team di lavoro nella progettazione del nuovo layout di linea è stato quello del “One Piece Flow”, nonché lo spostamento di una macchina per volta tra le postazioni di lavoro, senza alcun work-in-process (WIP) tra una postazione e l’altra. Questo principio si è concretizzato in diverse attività legate al nuovo layout di linea, le quali hanno permesso di risolvere le problematiche riscontrate:
- Diversi premontaggi assorbiti all’interno del tempo ciclo della macchina per garantire maggiore flessibilità produttiva e gestione in PULL delle postazioni di premontaggio rimanenti, al fine di evitare l’accumulo di WIP tra le postazioni e diminuire le movimentazioni di materiale;
- Dimensionamento di “un carrello per macchina” al fine di traguardare il principio del One Piece Flow seguendo la macchina in ogni postazione, per l’asservimento di tutti i componenti necessari all’assemblaggio dell’escavatore, con il vantaggio di non dover lavorare per lotti ed avere maggiore flessibilità di produzione. Il carrello è stato progettato per poter essere utilizzato come banco di lavoro per i premontaggi, evitando le doppie movimentazioni di prelievo e deposito dei componenti;
- Progettazione di un carrello per il premontaggio del motore, utile al fine di facilitare lo spostamento del motore tra le diverse postazioni di linea, riducendo le movimentazioni tramite gru di sollevamento;
- Ottimizzazione del layout di linea, poiché avvicinando materiali e attrezzature al punto di prelievo/utilizzo, è possibile ridurre le movimentazioni ed il tempo ciclo;
- Bilanciamento del carico di lavoro delle postazioni attraverso lo sfruttamento del carrello di asservimento materiali, utilizzato sia dalle postazioni di linea che di premontaggio, per garantire la sequenza di montaggio dei modelli pianificati.

Risultati ottenuti
La riorganizzazione della linea produttiva ha permesso fin da subito di recuperare spazio nel reparto, grazie alla riduzione del WIP (Work In Process) impiegato.
I consulenti, in collaborazione con i dipendenti, hanno provveduto ad adattare fin da subito il supermarket utilizzato per rifornire la linea, implementando le stesse logiche e facendo in modo che gli operatori logistici potessero completare il carrello dedicato al rifornimento con una singola percorrenza delle corsie.
Fin dalle prime settimane di produzione, il nuovo metodo di lavoro ha permesso di recuperare circa il 15% di efficienza della linea, avvicinandosi alla produttività target di progetto di 7 macchine al giorno. La prospettiva con la quale si osserva la condizione attuale è quella di mirare al raggiungimento dell’obiettivo una volta acquisito il nuovo metodo di lavoro da parte degli operatori di linea. A quel punto sarà possibile garantire la capacità produttiva richiesta dal mercato.
Si prevede, in quel momento, di applicare le “Best Practices” identificate lungo il percorso anche alle linee di produzione delle altre famiglie di prodotto, con alcuni adattamenti. L’ottimizzazione operata nel reparto produttivo favorirà il passaggio all’ottimizzazione del magazzino e dei flussi logistici, i quali saranno adeguati al nuovo metodo, tenendo conto delle richieste produttive.
Il percorso di Sampierana ti ha ispirato? Contattaci: i consulenti BPR Group possono affiancarti nell’ottimizzazione dei processi produttivi e portarti al raggiungimento della massima efficienza di linea.
